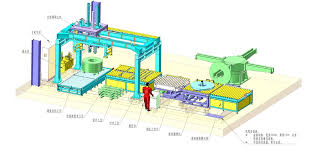
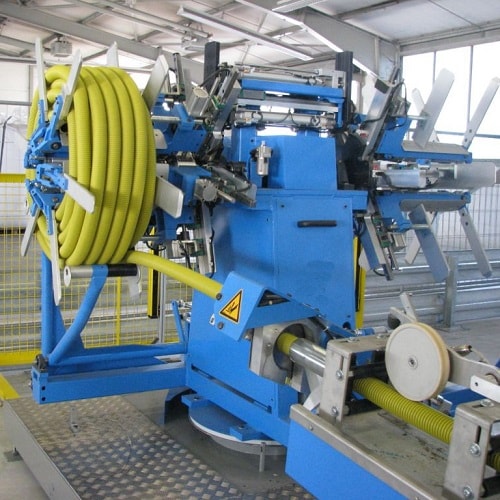
| Enquiry sheet for coil Packaging machine – Eye to Wall | ||
| Sr. No. | Description | Requirement |
| Wider coil / slit | ||
| 1 | Model | |
| 2 | Coil OD | 700-2000mm |
| 3 | Coil ID | 508-610mm |
| 4 | Coil Width | 25-1300mm |
| 5 | Coil Weight | 25MT (Max.) |
| 6 | Orientation of Coil – Entry | Eye to wall |
| 7 | Orientation of Coil – Exit | Eye to wall |
| 8 | Loading of coil | By Overhead crane / forklift |
| 9 | Unloading of Finished coil | By Overhead crane / forklift |
| 10 | Coil Temperature | 50˚C (Max.) |
| 11 | Wrapping Material Data | |
| a | Type | HDPE, LDPE, Crepe paper, knit belt, Blue ploythene, bubble sheet |
| b | Double wrapping at a time | Required |
| c | Cutting Device | Automatic |
| d | Tension | Adjustable |
| e | Friction between wheels and ring | Adjustable |
| f | Level height of turning ring | Adjustable |
| 12 | For Main Spool for HDPE flim | PE / HDPE / PAPER / KNIT BELT |
| a | Thickness | 80gsm-140gsm |
| b | Roll OD | 250mm max. |
| c | Roll Width | 190mm +/- 5mm |
| d | Roll ID | 75mm +/-5mm |
| 13 | For 2nd spool for strech flim | LDPE / PVC / STRETCH FILM |
| a | Thickness | 50 microns – 80 microns |
| b | Roll Diameter | 230mm max. |
| c | Roll Width | 250mm +/- 5mm |
| d | Core Diameter | 75mm +/-5mm |
| 14 | Productivity / effective working houors | Min 10 Coils / Per Hour |
| 15 | Ring Speed | Supplier to Specify |
| 16 | Overlap rate | Supplier to Specify |
| 17 | Roller speed | Supplier to Specify |
| 18 | Working modes | Automatic & Manual – Both |
| 19 | Space required | Supplie to provide |
| 20 | Air / Pneumatic Supply | 4-4.5 kg/cm2 |
| 21 | List of required Equipments | |
| a | Wrapping Machine / Main engine of the machine + One Loading / unloading trolley with track etc + Weighing system and display | 1 set (Wrapping Machine + Two trolleys with track etc + One Weighing system and display) |
| b | Automatic Film cutting & release mechanism | 1 set |
| c | Packing material preparation system | 1 set |
| d | Complete Electricals | 1 set |
| e | Complete Hydraulic and pneumatics | 1 set, if any |
| f | Manuals and CDs etc | 1 set |
| g | Spare parts | As per supplier, recommendation for one year spare |
| 22 | Electrical Data | |
| a | Power Supply | 3 Phase, 415 VAC±5, 50 Hz |
| b | Control Voltage | 24VDC |
| c | Connected Power | As per supplier design |
| 23 | Make of major bought of items | |
| a | PLC | Siemens |
| b | Touch Screen | Siemens |
| c | Inverter | Siemens |
| d | Transducer | MTL/P&F/PHOENiX/Autonics |
| e | Switch brand | Schneider |
| f | Encoder | Omron |
| g | Gear-Motor | SEW EURO or NORD |
| h | Bearing | SKF |
| i | Load-cell | Mettler Toledo/HY (Germany) |
| j | Hydraulic Cylinder | |
| k | Pneumatic Cylinder | FESTO |
| l | Hydraulic Valve | |
| m | Pneumatic Valve | FESTO |
| n | LM guide | HIWIN |
| 24 | Total Equipment wt. | |
| 25 | Price basis | |
| 26 | Payment Terms | |
| 27 | Delivery | |
| 28 | Warranty | |
| 29 | Guaranteed Value | |
| a | Overlapping accuracy | 5% |
| b | Throughput | min 10 coils/hour(M/c start-stop) |
| 30 | Costing |